


Obloukové svařování wolframovou elektrodou v inertním plynu
Svářecích metod existuje celá řada, pro dosažení maximální kvality sváru při svařování hliníku a jeho slitin je nejlepší metoda TIG / WIG a proto tak i svařujeme.
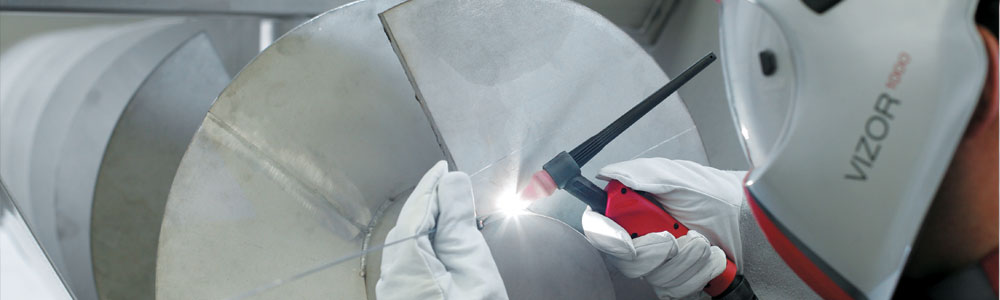
( TIG - Tungsten Inert Gas Welding, WIG - Wolfram Inert Gas Welding) Je to metoda, při které oblouk hoří mezi základním materiálem a wolframovou elektrodou v ochraně inertního plynu a přídavný materiál je do oblouku podáván samostatně.
Svařování TIG zajišťuje výjimečně čisté a vysoce kvalitní svary. Díky absenci strusky je sníženo na minimum riziko vměstků ve svarovém kovu a hotové svary nevyžadují žádnou další povrchovou úpravu. Metodu TIG lze použít téměř pro všechny kovy. Nejvíce se užívá na svařování hliníku a nerezavějících ocelí, kde je absolutně nejdůležitější celistvost svaru.
TIG svařování přináší výbornou kontrolu nad svarovou lázní a tím i nezvykle precizní provedení práce. Svářeč si zcela řídí a podle konkrétních podmínek upravuje vlastnosti svarové lázně - množství a typ svarového materiálu je zcela v jeho rukách.
Díky vysoké teplotě oblouku svaříme i materiály, které jinými metodami neroztavíte, zejména vysocelegované ocele. Protože je teplotní pole velmi úzké, nedochází k tepelnému ovlivnění základního materiálu v širokém pásmu okolo svaru, naopak se může zvětšit hloubka závaru. Tyto vlastnosti TIG svařování přinášejí mimo jiné i pozitivní vliv na tepelné deformace svářených dílů. Přísun tepla do svaru lze velmi efektivně regulovat. TIG oblouk se dle potřeby Vašeho sváru tvaruje - prodlužuje či zkracuje, zužuje či rozšiřuje, popřípadě a ohýbá. Tak je dosaženo různých tepelných účinků na svařovaný materiál.
Inertní plyny jako ochraná atmosféra při svařování TIG přinášejí výbornou ochranu svarové lázně před škodlivými účinky vzduchu (hlavně vzdušného kyslíku).
Z dalších pozitivních vlastností můžeme jmenovat příznivé tvarování svarové housenky na povrchu i v kořeni a dobré operativní vlastnosti TIGu v polohách.
Zajímavá je také možnost svařování velice tenkých materiálů. Při TIG svařování je totiž možné používat velmi malé proudy (od jednotek ampér) a z toho vyplývá možnost svařování opravdu velmi tenkých materiálů.



